
CIMCO Edit 2023(數控編程軟件)
v23.01.10 中文版- 軟件大小:308 MB
- 軟件語言:簡體中文
- 更新時間:2024-09-21
- 軟件類型:國外軟件 / 編程工具
- 運行環境:WinXP, Win7, Win8, Win10, WinAll
- 軟件授權:免費軟件
- 官方主頁:https://www.cimco.com/
- 軟件等級 :
- 介紹說明
- 下載地址
- 精品推薦
- 相關軟件
- 網友評論
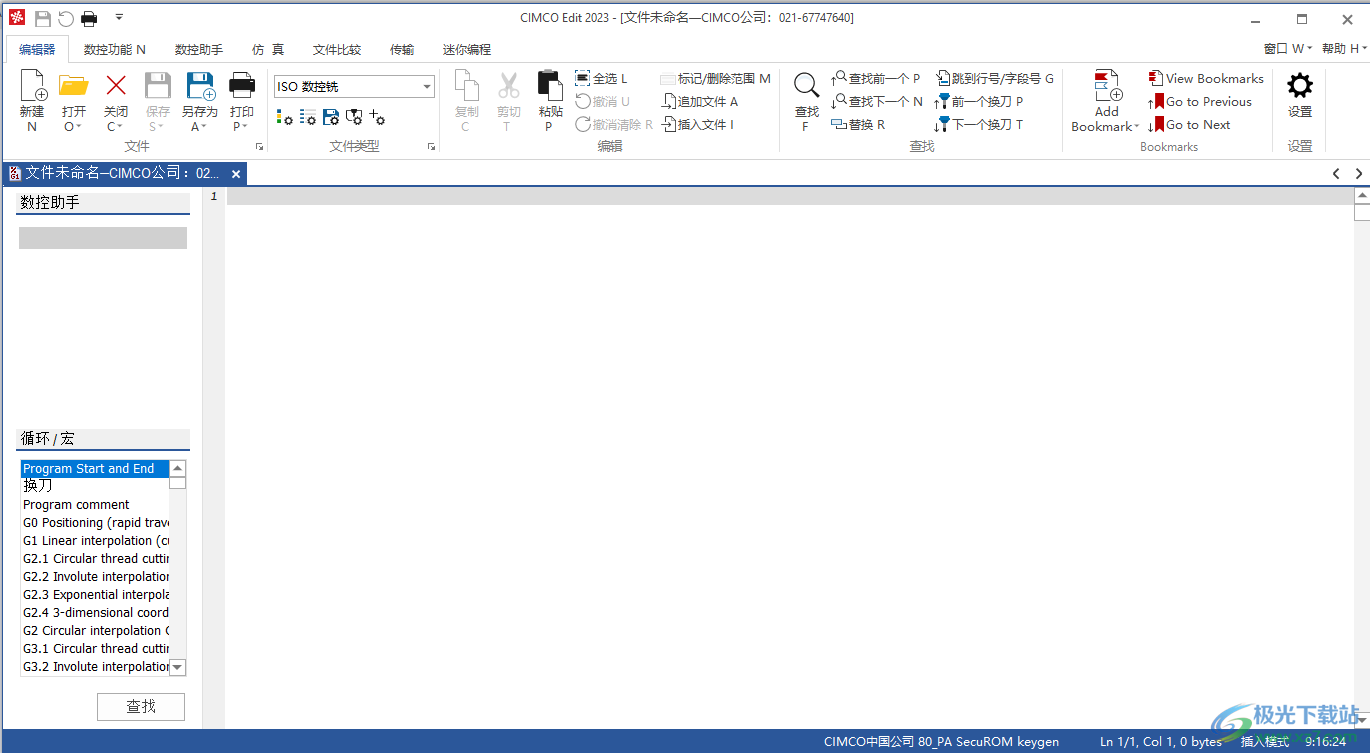
CIMCO Edit 2023是一款數控編程軟件,可以在軟件上為加工機床設計編程控制方案,讓機床設備可以按照您設計的代碼控制刀具加工零件,軟件界面功能豐富,在編輯器上創建新的設計項目就可以開始添加編程內容,可以在軟件上選擇數控功能,選擇仿真功能,選擇文件比較,選擇迷你編程功能使用,每個功能菜單都提供很多選擇,方便控制快速在編程的過程插入指定命令,小編推薦的是CIMCO Edit 2023中文,需要就可以下載使用。
 數控編程軟件)" />
數控編程軟件)" />
軟件功能
基本編輯工具
一套全面的編輯工具,包括行號、重新編號、字符處理、XYZ測距儀、工具補償、基本數學函數等。
NC助理
指向任何M或G代碼,NC助手將識別該代碼,并允許您使用鏈接到CNC代碼的交互式界面修改其值。輸入所需的值,代碼會自動更新。
文件比較
文件比較可識別新的、更改的和刪除的行,但會忽略瑣碎的格式更改,如塊重新編號和間距。差異一次顯示一行,一次顯示所有差異,或并排打印以供離線查看。
循環和宏
快速插入和編輯周期和操作,或為設置中最常見的操作記錄自己的周期和操作。包括用于程序啟動、停止、工具更改等的內置循環和宏。
背板和實體模擬
使用3,4,5軸銑削、車削和銑削車削C+Y軸背面繪圖儀在三維中模擬NC程序。GPU加速了對原材料去除、鑿痕檢測等的高質量模擬。
Stock Compare in CIMCO Edit 2022
將模擬庫存與設計模型進行比較,以輕松識別不準確之處。庫存是根據到設計模型的距離來著色的。
模擬報告
所有程序錯誤都顯示在仿真報告中。選擇一個錯誤并跳到相應的行。修改代碼,仿真報告將驗證問題是否已解決。
可變Watch
在模擬運行或選擇特定行時,跟蹤NC程序中變量的初始和當前狀態。還支持機器狀態變量。
軟件特色
在PC上進行編輯要快得多
在您的電腦上,在熟悉的基于Windows的應用程序中使用NC程序,而不是在復雜的機器控制上。使用節省時間的NC代碼特定功能加快工作速度。
無錯誤代碼
使用代碼建議、語法檢查、錯誤報告和三維模擬來編寫無錯誤的NC代碼,并識別有問題的刀具路徑和刀具運動。
更聰明地工作
直接在NC程序中定義相關對象,如工件、刀具和支架,以便在模擬時進行一鍵設置。生成操作結構以實現更快的程序導航、跟蹤可變狀態等。
更好的工具管理
輕松查看和修改數控程序中的工具,實現快速迭代測試和模擬。從外部系統導入工具,創建自己的庫或從數百個預定義的工具中進行選擇。
傳輸到機器和從機器傳輸
通過可靠和可配置的DNC RS-232和FTP通信支持,管理與機器之間的程序傳輸。
可擴展和集成
經過全球數千家商店的驗證,功能強大的附加組件與CIMCO軟件產品套件完全集成,專為與外部系統集成而構建。
使用方法
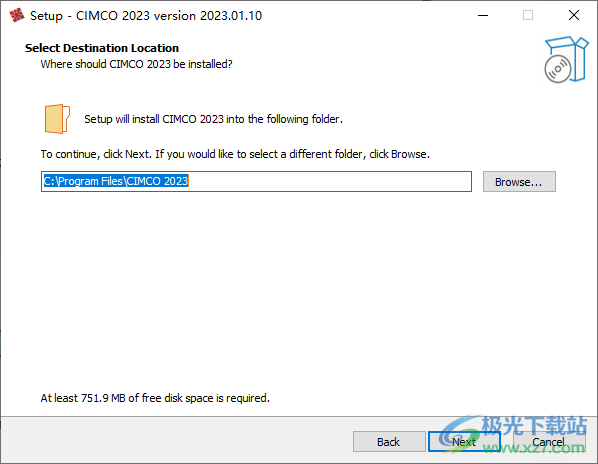
1、將CIMCO Edit 2023直接安裝到電腦,設置軟件的安裝地址
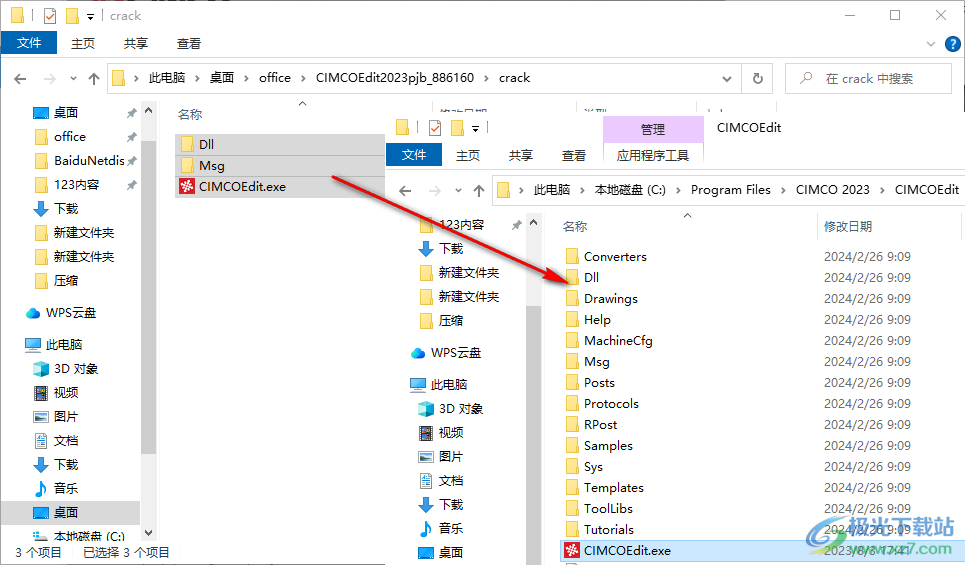
2、如圖所示,將補丁全部復制到軟件地址替換完成激活
3、啟動CIMCO Edit 2023就可以正常使用全部編程功能,在軟件左側點擊新建功能
4、項目已經創建完畢,可以開始添加內容,可以選擇標記/刪除范圍M、追加文件A、插入文件
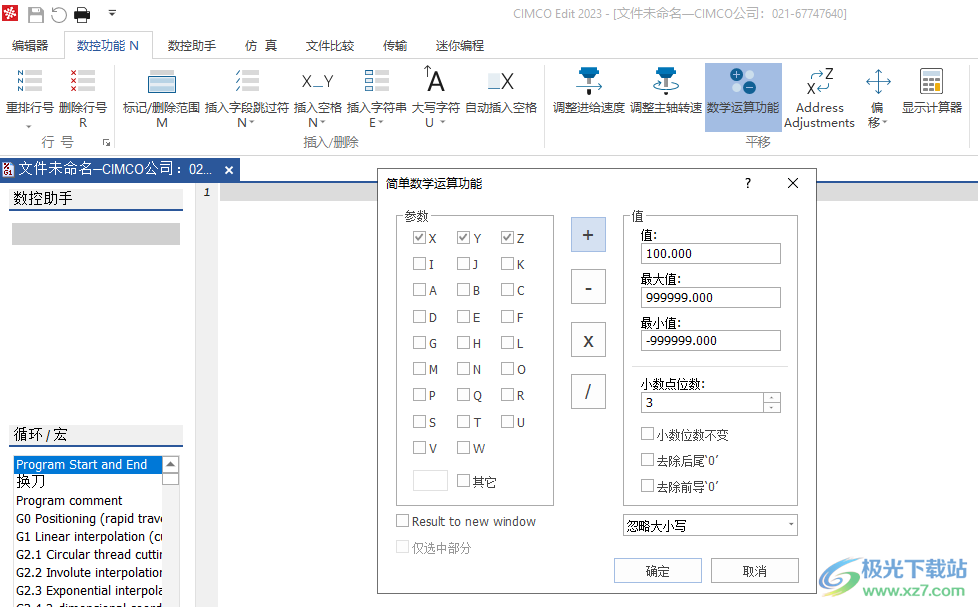
5、數控功能界面:插入字符串、大寫字符、自動插入空格、調整進給速度、調整主軸轉速、數學運算功能
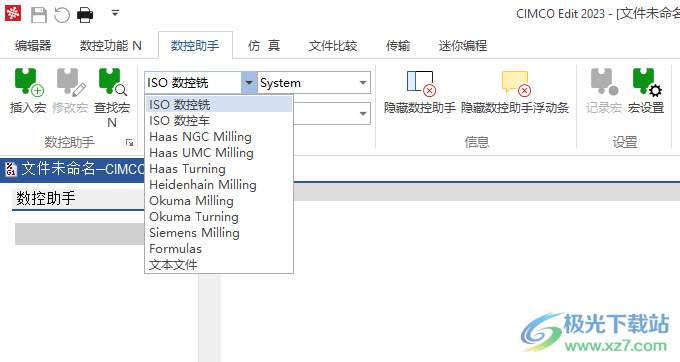
6、數控助手:ISO數控銑、ISO數控車、Haas NGC Milling、Haas UMC Milling、Haas Turning
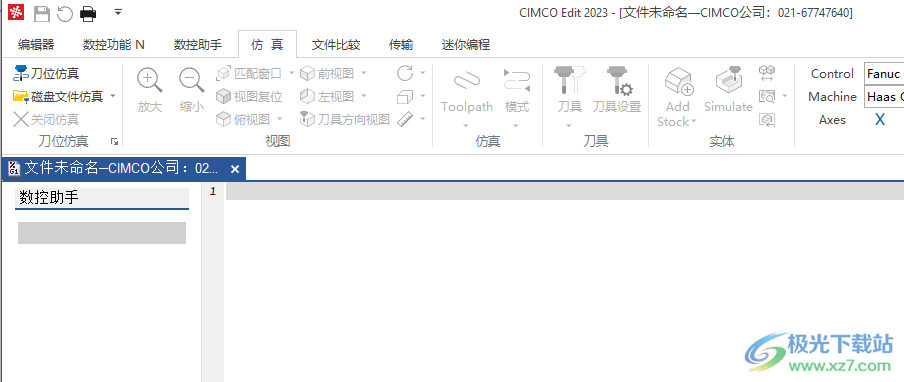
7、仿真功能,支持視圖切換,支持仿真模式設置,支持刀具設置,支持實體添加
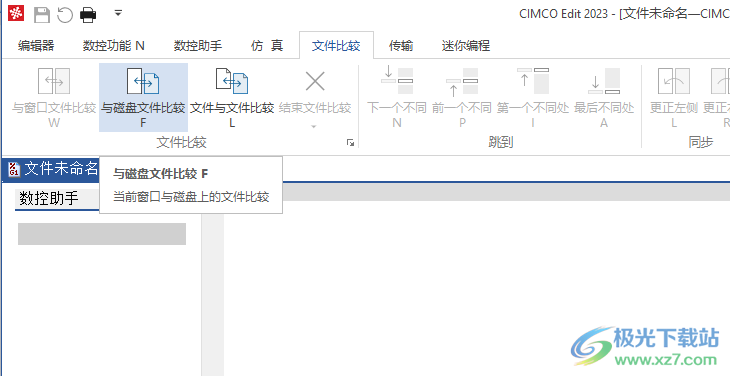
8、文件比較界面,與磁盤文件比較、文件與文件比較、結束文件比較、下一個不同、前一個不同
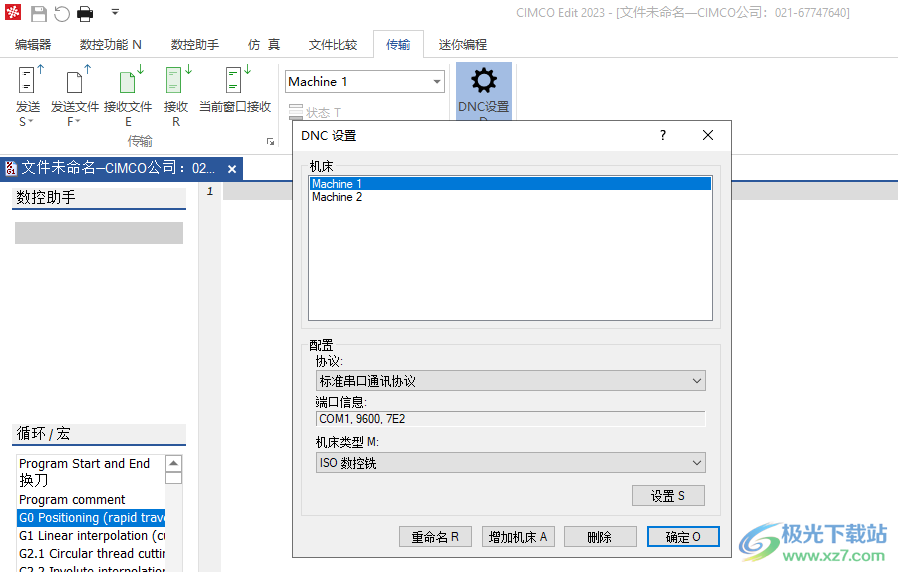
9、傳輸設置功能,可以在軟件配置傳輸協議,設置端口
10、迷你編程功能,支持文件類型、視圖、修改、捕捉、繪制點線、繪制圓弧圓

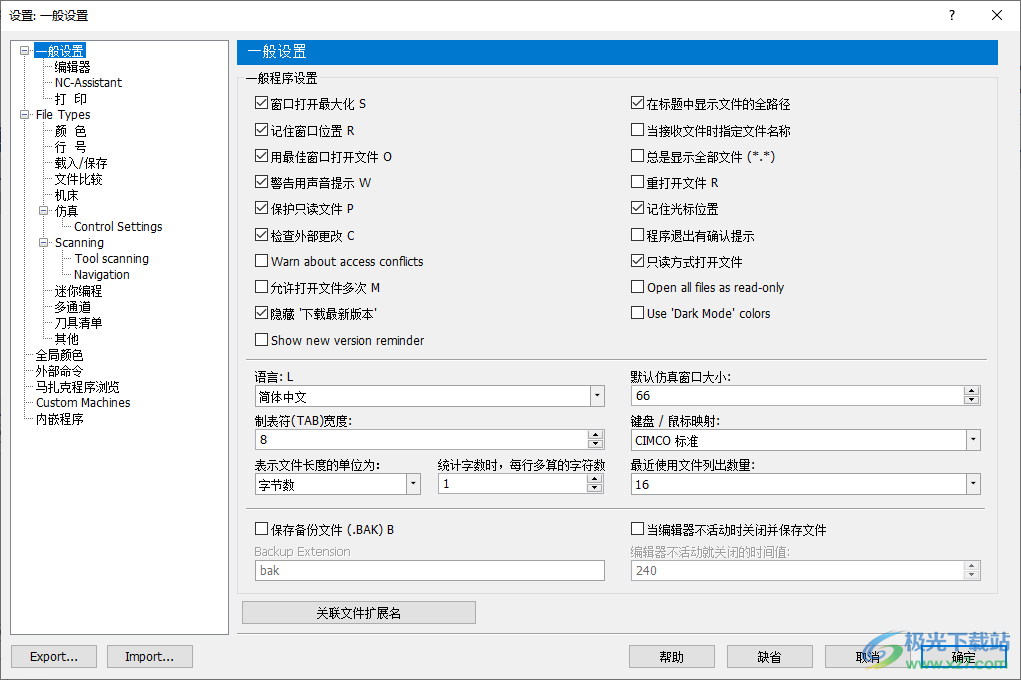
11、一般程序設置
窗口打開最大化S
在標題中顯示文件的全路徑
記住窗口位置R
當接收文件時指定文件名稱
用最佳窗口打開文件0
總是顯示全部文件(**)
警告用聲音提示W
重打開文件R
保護只讀文件P
記住光標位置
檢查外部更改C
程序退出有確認提示
Warn about access conflicts
只讀方式打開文件
允許打開文件多次M
Open all files as read-only
隱藏下載最新版本
Use 'Dark Mode' colors
Show new version reminder
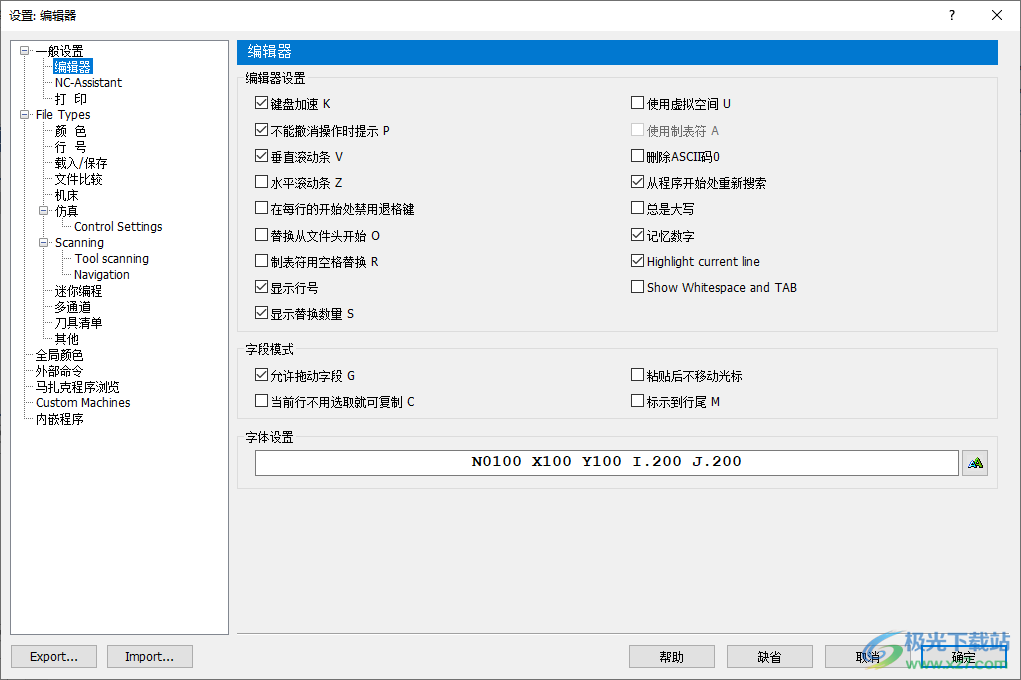
12、編輯器設置
鍵盤加速K
使用虛擬空間U
不能撒消操作時提示P
使用制表符A
垂直滾動條V
刪除ASCII碼0
水平滾動條Z
從程序開始處重新搜索
在每行的開始處禁用退格鍵
總是大寫
替換從文件頭開始
記憶數字
制表符用空格替換R
Highlight current line
顯示行號
Show Whitespace and TAB
顯示替換數量S
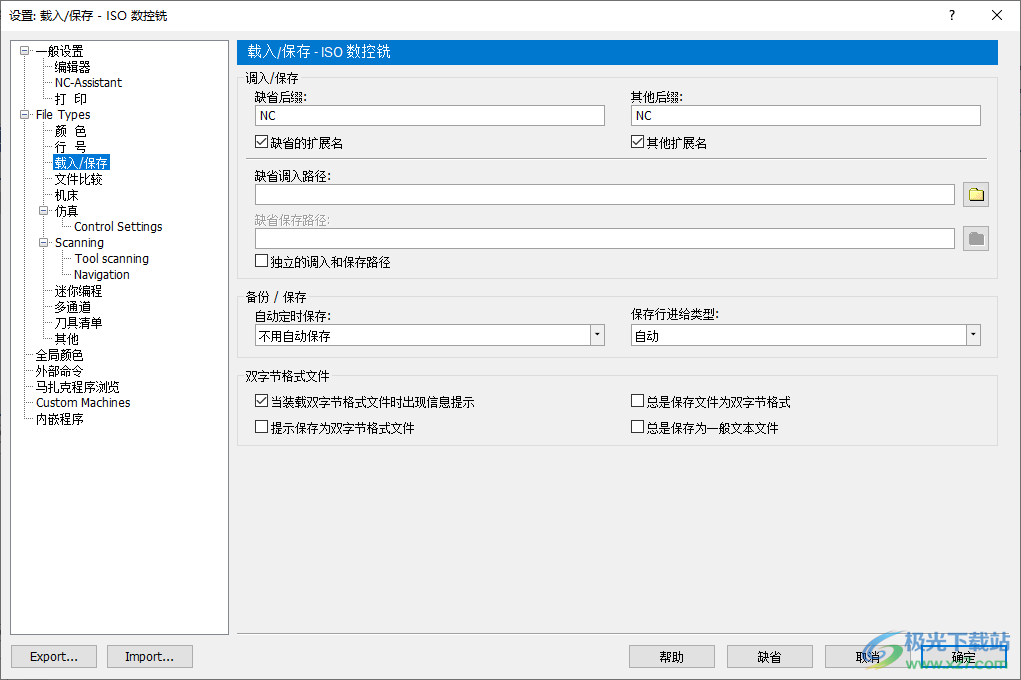
13、載入/保存-ISO數控銑
調入/保存
缺省后綴:NC
缺省的擴展名
缺省調入路徑:
缺省保存路徑
獨立的調入和保存路徑
備份/保存
自動定時保存:
不用自動保存
雙字節格式文件
當裝載雙字節格式文件時出現信息提示
提示保存為雙字節格式文件
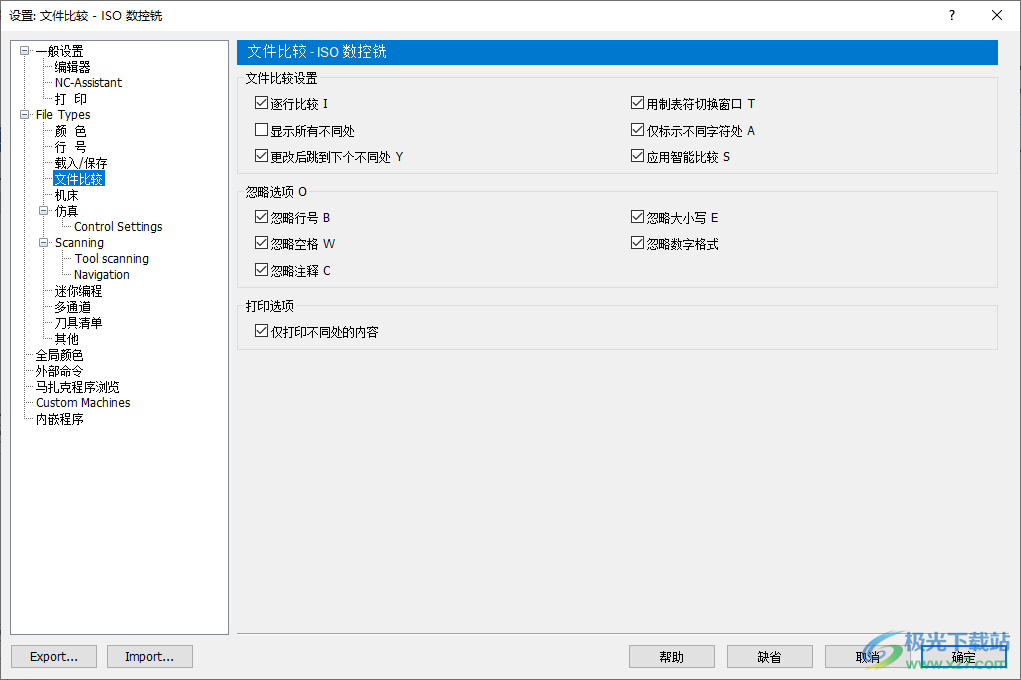
14、文件比較設置
逐行比較I
用制表符切換窗口T
顯示所有不同處
僅標示不同字符處A
更改后跳到下個不同處
應用智能比較S
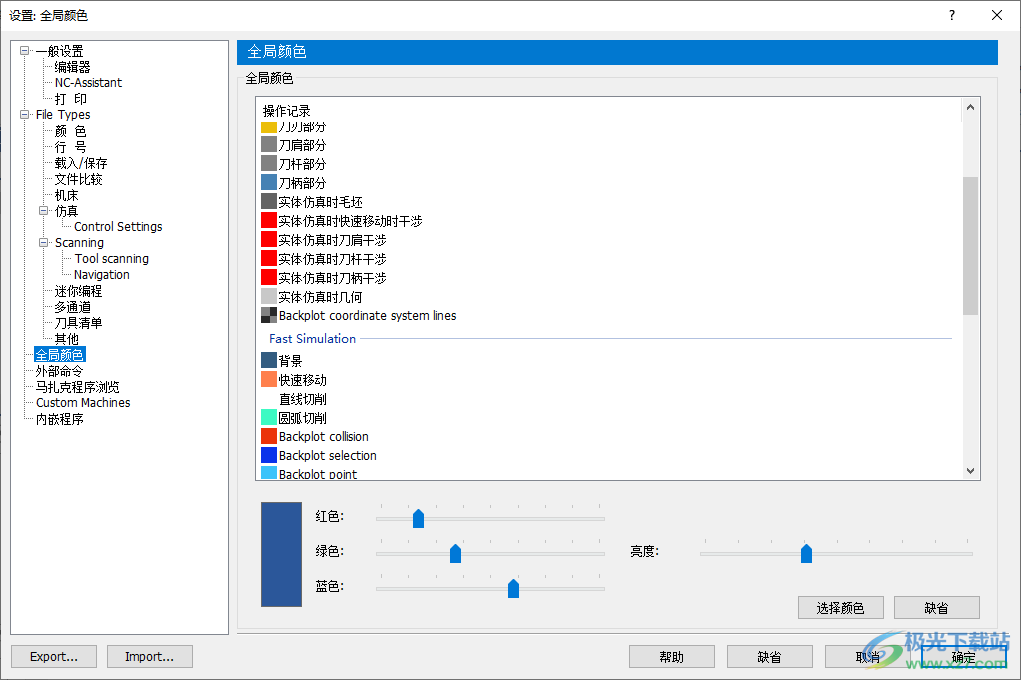
15、全局顏色
操作記錄
刀部分
刀肩部分
刀桿部分
刀柄部分
實體仿真時毛坯
實體仿真時快速移動時干涉
實體仿真時刀肩干涉
實體仿真時刀桿干涉
實體仿真時刀柄干涉
實體仿真時幾何
Backplot coordinate system lines
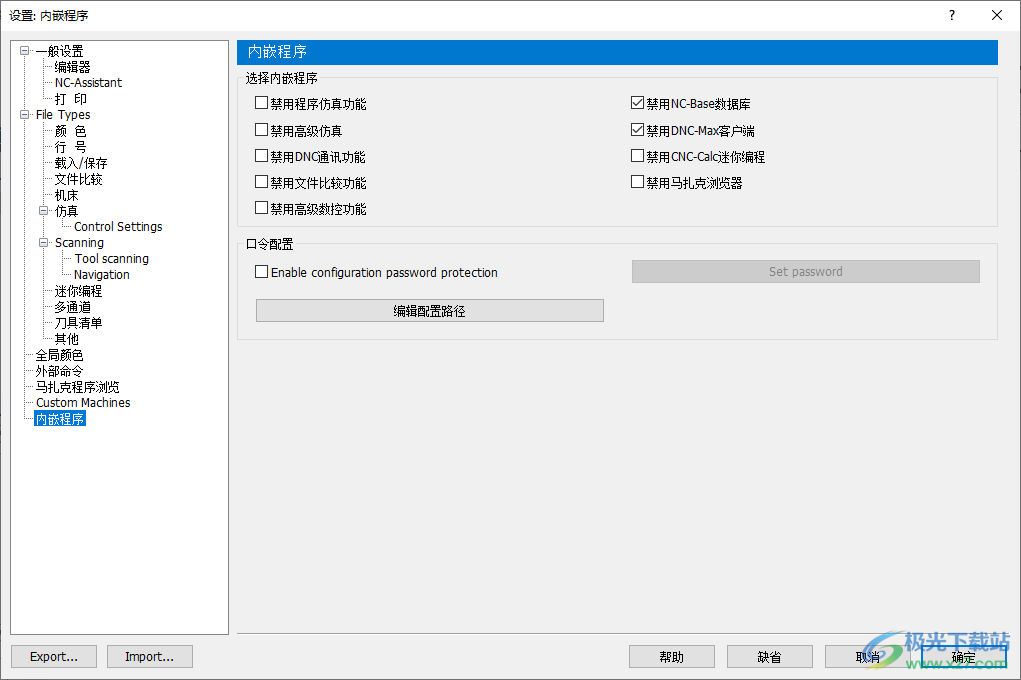
16、選擇內嵌程序
禁用程序仿真功能
禁用NC-Base數據庫
禁用高級仿真
禁用DNC-Max客戶端
禁用DNC通訊功能
禁用CNC-Calc迷你編程
禁用文件比較功能
禁用馬扎克瀏覽器
禁用高級數控功能
官方教程
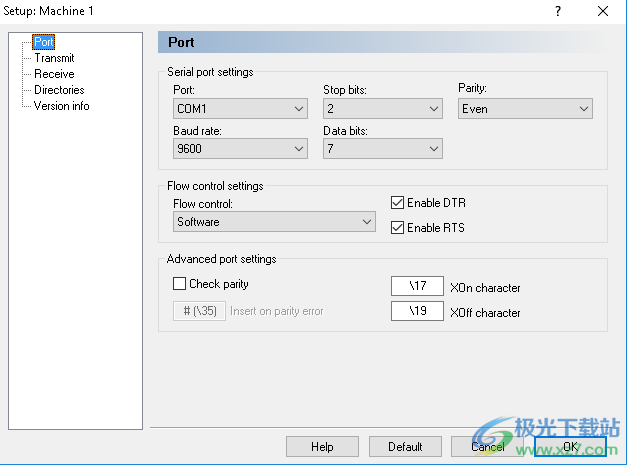
端口設置
基本端口配置對話框如下所示:
基本端口設置。
串行端口設置
參數
港口城市
電腦上的串行端口列表。選擇要用于此機器配置的端口。
參數
波特率
以比特每秒為單位的傳輸速度。從下拉列表中選擇所需的波特率。
參數
停止位
選擇通信中每個字符后面附加的停止位數,以分隔數據位。
所需的停止位數量取決于CNC控制。有關更多詳細信息,請參閱參考手冊。
參數
數據位
選擇每個字符中的位數。默認情況下,7位ASCII代碼用于NC數據傳輸。
參數
對等
奇偶校驗是一種錯誤檢查方法,通過添加“奇偶校驗位”(使用7位ASCII碼進行數據傳輸時為第8位)來指示傳輸是否成功,以確保一組位中值為“1”的位數為偶數或奇數。
該方法可以在不同的模式下操作:
無:在不使用奇偶校驗錯誤檢查時選擇。
偶數奇偶校驗:每個字符使用偶數1。
奇數奇偶校驗:每個字符使用奇數1。
僅用于特殊情況(測試目的):
標記奇偶校驗:奇偶校驗位始終為“1”,行為“低”。
空間奇偶校驗:奇偶校驗位始終為“0”,行為“高”。
流量控制設置
參數
流量控制
用于同步計算機和CNC控制之間的通信的握手過程。流量控制有兩種類型:
軟件握手使用XOn/XOff ASCII字符。
硬件握手使用RS-232通信規范中的RTS/CTS控制線。
您可以從下拉列表中選擇以下流量控制方法之一:
無:不進行流量控制。
軟件:軟件握手用于流量控制。
硬件:硬件握手用于流量控制。
硬件和軟件:同時使用硬件和軟件握手。
參數
啟用DTR
選中此框可將DTR設置為高。
參數
啟用RTS
選中此框可將RTS設置為高。
高級端口設置
參數
檢查奇偶性
如果希望CIMCO Edit 2023報告奇偶校驗錯誤,請標記“檢查奇偶校驗”框。每次發生錯誤時,都會在接收點將指定的字符插入到文件中。
可以指定非標準的XOn和XOff字符。
參數
奇偶校驗錯誤時插入
如果從遠程機器接收數據時發生奇偶校驗錯誤,使用此字段可以指定要插入到接收文件中的字符。如果該字段為空,則不會插入任何字符。
參數
XOn字符
使用此字段可以指定XOn字符。如果該字段為空,則使用標準的XOn字符。如果您的機器需要一個非標準的XOn字符,您可以在此處指定它。
參數
XOff字符
使用此字段可以指定XOff字符。如果該字段為空,則使用標準的XOff字符。如果您的機器需要一個非標準的XOff字符,您可以在此處指定它。
您可以通過輸入ASCII字符來指定XOn、XOff和Insert奇偶校驗錯誤字符,即輸入$以獲得ASCII字符36,也可以像這樣輸入ASCII值。
傳輸設置
要配置傳輸設置,請單擊Machine Setup(機器設置)窗口左側列表中的transmit(傳輸)。傳輸配置對話框如下所示:
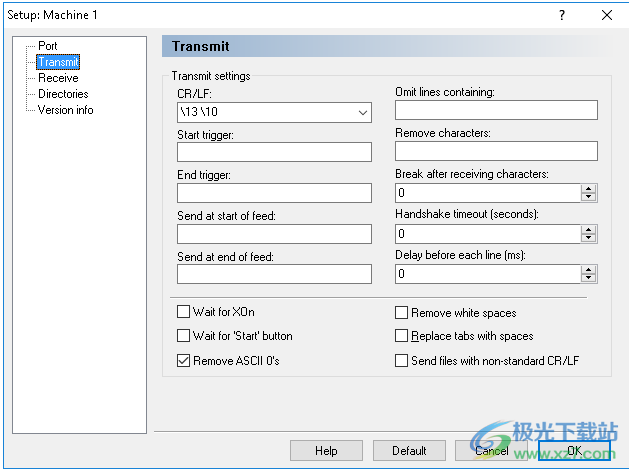
變速器設置。
傳輸設置
參數
CR/LF
在此字段中,您可以從下拉列表中選擇回車符或換行符,也可以手動輸入。
ASCII 13和ASCII 10沒有字符表示,因此它們必須分別輸入為13和10。
參數
啟動觸發器
使用此字段可以指定啟動觸發器。DNC將從包含指定啟動觸發器的文件中的第一行開始傳輸數據。如果未指定啟動觸發器,則傳輸將從文件的開頭開始。
參數
結束觸發器
使用此字段可以指定結束觸發器。
不傳輸包含結束觸發器的行。
參數
在饋送開始時發送
在這里,您可以指定應該在傳輸開始時發送的字符或字符串。
參數
在饋送結束時發送
指定應在傳輸結束時發送的字符或字符串。
參數
省略包含的行
排除包含一個或多個選定字符的行。在這里輸入任何內容的結果是,任何包含這些字符或字符串之一的行都不會被傳輸。
參數
刪除字符
使用此字段可以指定應從傳輸的數據中刪除的字符。
參數
接收字符后中斷
在發送了指定數量的字符后,即使程序尚未完成,也會結束到控件的傳輸。如果此字段為空,則忽略任何傳入的字符。
參數
握手超時(秒)
CIMCO Edit 2023在從遠程機器接收到停止流信號(XOff和/或CTS Low)之后在終止連接之前應該等待的所選時間。如果沒有指定超時值,它將等待,直到收到啟動流。
參數
每條線路前的延遲(ms)
指定CIMCO Edit 2023在開始傳輸新線之前應等待的時間(以毫秒為單位)。
參數
等待XOn
如果您希望CIMCO Edit 2023在傳輸數據之前等待Xon,則選中此框。只有在端口設置中啟用了軟件握手時,此選項才可用。
參數
等待“啟動”按鈕
如果在單擊傳輸狀態對話框上的“啟動”按鈕之前不應啟動傳輸,請選中此字段。
參數
刪除ASCII 0
如果應該從傳輸的數據中刪除ASCII 0,請選中此字段。
參數
刪除空白
空格(ASCII 32)和制表符(ASCII 9)會自動從傳輸到遠程機器的文件中刪除。
參數
用空格替換制表符
將文件發送到遠程計算機之前,將制表符(ASCII 9)轉換為空格(ASCII 32)。
參數
使用非標準CR/LF發送文件
如果要發送包含非標準換行符(如CRLFLF或CRCR)的文件,請選中此字段。
在其中一個字符輸入字段中輸入字符時,可以通過兩種方式輸入字符:您可以輸入字符本身,如$*,以獲得ASCII字符36和ASCII 42,也可以輸入字符的ASCII值,如3642。
接收設置
要配置接收設置,請單擊Machine Setup(機器設置)窗口左側列表中的receive(接收)。接收配置對話框如下所示:
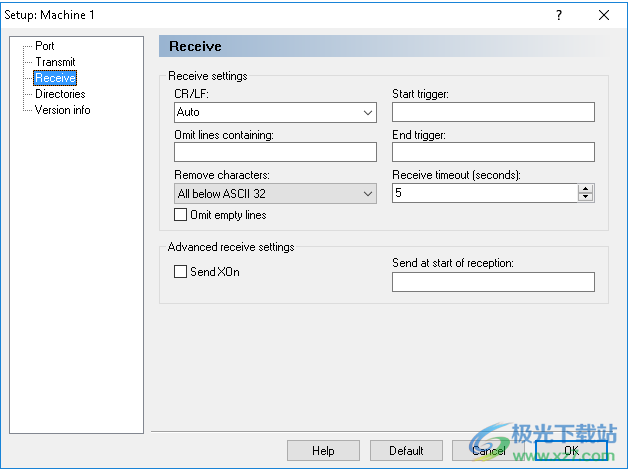
接收設置
參數
CR/LF
使用此字段可以指定換行字符。
如果選擇自動,DNC將嘗試自動檢測所使用的CR/LF組合。如果遠程機器不使用ASCII 13和ASCII 10的任何標準組合,則必須手動輸入適當的CR/LF組合。
正常的組合是ASCII 13,后面跟著ASCII 10。ASCII 13和ASCII 10沒有字符表示,因此它們必須分別輸入為13和10。
參數
省略包含的行
排除包含一個或多個選定字符的行。在這里輸入任何內容的結果是,任何包含這些字符或字符串之一的行在收到時都將被丟棄。
參數
刪除字符
所選字符將自動從接收的流中刪除。您可以從下拉列表中選擇“無”、“ASCII 0”或“ASCII 32以下的全部”(如果其中一個合適的話)。
參數
省略空行
如果不應保存空行,請選中此字段。
參數
啟動觸發器
啟動觸發器是指示CIMCO Edit 2023應開始保存傳入數據的字符。如果沒有使用啟動觸發器,因此字段為空,CIMCO Edit將在文件的開頭開始保存。
起始觸發器是接收到的第一個字符序列。
參數
結束觸發器
結束觸發器是指示CIMCO Edit 2023應停止保存傳入數據的字符。如果沒有使用結束觸發器,因此字段為空,CIMCO Edit 2023將繼續保存,直到文件結束,出現超時。
結束觸發器是接收到的最后一個字符序列。
參數
接收超時(秒)
指示從遠程計算機接收到最后一個字符之后,直到計算機得出接收操作完成的時間延遲。如果未指定結束觸發器,則應在此處指定一個值,否則必須從接收狀態對話框手動停止接收進程。
高級接收設置
參數
發送XOn
選中此字段后,DNC將在準備接收數據時發送一個XOn字符。
參數
接收開始時發送
指定接收操作啟動時應發送到CNC的字符串。
在其中一個字符輸入字段中輸入字符時,可以通過兩種方式輸入字符:您可以輸入字符本身,如$*,以獲得ASCII字符36和ASCII 42,也可以輸入字符的ASCII值,如3642。
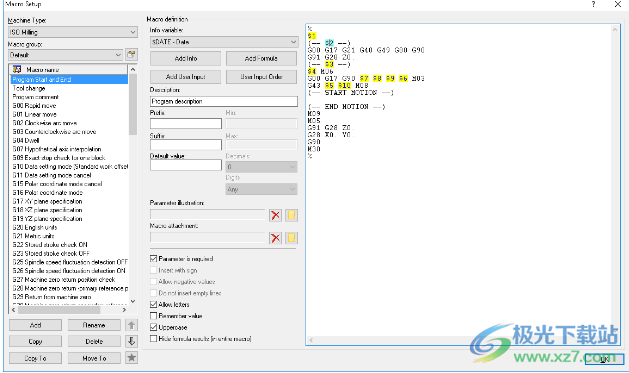
“宏設置”對話框
對話框“宏設置”分為三個功能區域,將在以下各節中詳細介紹。
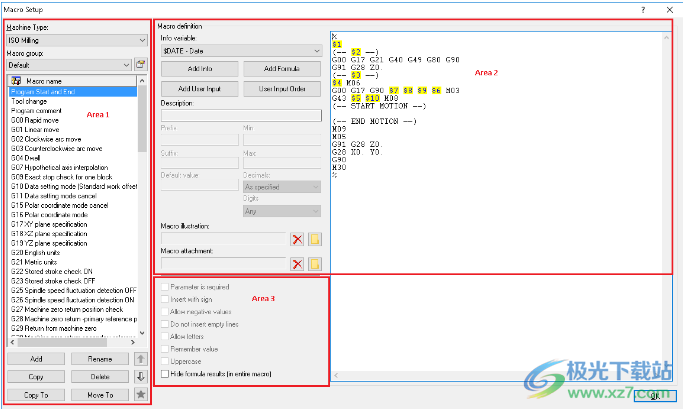
區域1:定義的宏列表
參數
機器類型
此下拉菜單提供了一個定義的機器類型列表,您可以從中進行選擇(例如ISO銑削、ISO車削、Heidenhain等)。
參數
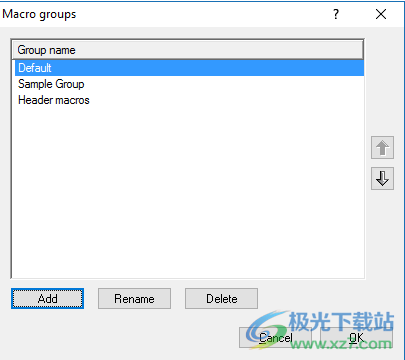
“宏”組
此下拉菜單提供已定義宏組的列表。
要創建、重命名或刪除宏組,請單擊此字段右側的“編輯宏組”圖標。
宏名稱
在這里,您可以看到所選機器類型和宏組的所有可用宏。
參數
添加
單擊此按鈕打開對話框“添加宏”。輸入新宏的名稱,然后單擊“確定”。新宏將直接添加到“宏名稱”列表中選定宏的后面。
參數
重命名
單擊此按鈕可以重命名選定的宏。
參數
復制
單擊此按鈕可復制選定的宏。
您可以對宏的名稱和內容進行一些更改,以創建類似的宏并保存它。
參數
刪去
單擊此按鈕可刪除選定的宏。
它將顯示一條確認消息,詢問您是否真的要刪除選定的宏。如果回答“是”,則宏名稱及其內容將被刪除。
參數
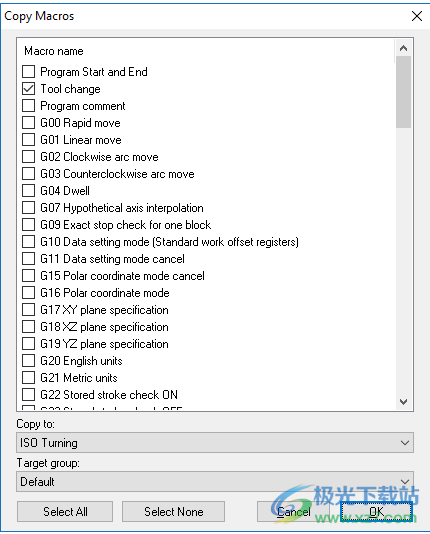
復制到
單擊此按鈕可將選定的宏復制到其他配置。
“復制宏”對話框允許您一次將多個宏(宏名稱左側的復選框)復制到指定的目標機器類型和宏組。
移動到
單擊此按鈕可將選定的宏移動到其他配置。
該功能類似于“復制到”按鈕,但選定的宏將從原始“機器類型”和“宏組”中刪除。
參數
向上/向下箭頭
使用這些按鈕可以在列表中向上或向下移動選定的宏。
參數
最喜歡的
使用此按鈕可以收藏或取消收藏宏。
當宏受到青睞(開始發光)時,它將顯示在“收藏夾”組中。收藏夾宏將顯示組名稱和宏名稱,格式如下:{group}->{宏}。
當收藏夾已經存在時,按下收藏夾按鈕將刪除收藏夾。
領域2:宏觀結構
參數
宏定義
使用右側的文本輸入字段可以指定宏的內容。
宏可以同時包含用戶變量和系統變量。用戶變量由字符“$”后跟數字指定,系統變量由變量名“$”跟變量名指定。
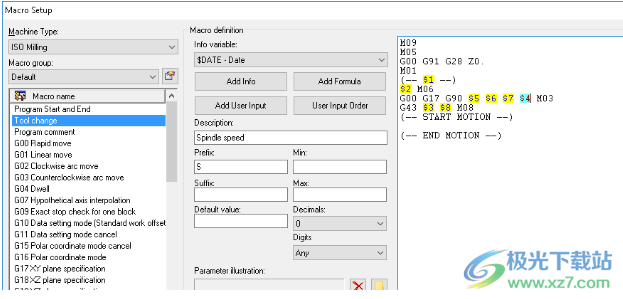
在“宏定義”字段中,宏塊序列顯示為將在NC程序中顯示的序列。NC代碼變量由按升序排列的參數替換。這些參數將使用“添加”按鈕添加到宏程序中(不允許通過鍵盤輸入數據,也不接受!)。可以在宏中多次使用同一變量。
若要將塊號添加到行中,請在行的開頭指定“#”。如果需要在變量后插入字符,則必須在變量后添加“|”(豎條)。如果宏必須從新行開始,請將宏定義的第一行留空。
示例:若要插入后面跟著100的用戶變量2,請指定$2|100'。
示例:宏刀具更改由9個NC程序塊和8個參數($1…$8)組成。塊號格式(例如N0100)和間隔(例如10)可以在“塊號”對話框中配置和修改。
具有8個參數的宏定義示例。
信息變量
使用此下拉菜單可以選擇單擊“添加信息”按鈕時將添加到宏中的其他信息(例如:日期、時間、日期和時間、文件名等)。
參數
添加信息
單擊此按鈕可插入新的信息變量(在信息變量下拉列表中選擇)。
參數
添加公式
單擊此按鈕可插入新公式。
公式是用一個“@”字符指定的,后面跟著兩個需要插入所需公式的方括號。
示例:@3{sqrt($1*$1+$2*$2)}
有關詳細信息,請參閱宏中的公式。
參數
添加用戶輸入
單擊此按鈕可插入新的用戶變量。
參數
用戶輸入順序
單擊此按鈕可在添加宏時排列用戶輸入變量的順序。當宏插入到NC文件中時,這不會更改變量的順序。
單擊此按鈕時,將顯示以下窗口:
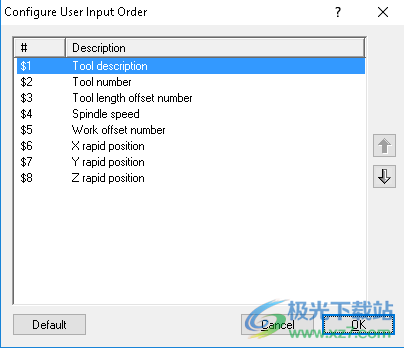
使用向上/向下箭頭可以更改參數的順序。
參數
描述
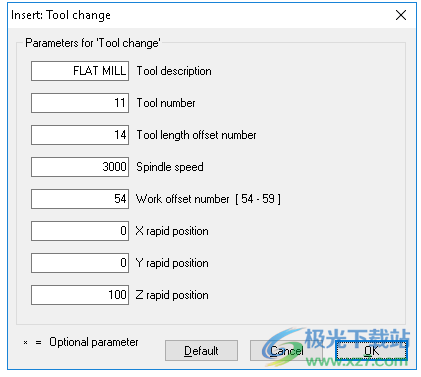
使用此字段可以指定所選參數的說明。
單擊圖標將宏插入CNC程序時,會出現一個參數輸入框,用于輸入所有宏參數。參數的描述就在參數字段旁邊。
前綴
使用此字段為所選參數指定前綴字符串,例如S表示主軸速度。
參數
后綴
使用此字段可以為所選參數指定后綴字符串。
參數
小數
使用此字段可以指定小數位數。
參數
數字
使用此字段可以指定位數。例如,當插入一個有4位數字的O型數字時,結果變為“O0007”。
參數
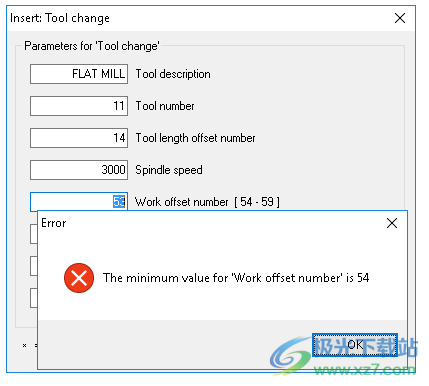
分鐘
使用此字段可以指定選定參數的最小值。如果輸入的值低于“最小值”,系統將立即提示您進行更正。
max
使用此字段可以指定選定參數的最大值。如果輸入的值高于“最大值”,系統將立即提示您進行更正。
參數
默認值
使用此字段可以指定選定參數的默認值。
參數
預定義值
如果此宏參數只能是有限數量的值之一,請選擇此選項。
單擊“配置選項”按鈕,輸入插入此宏參數時用戶可以選擇的特定值。
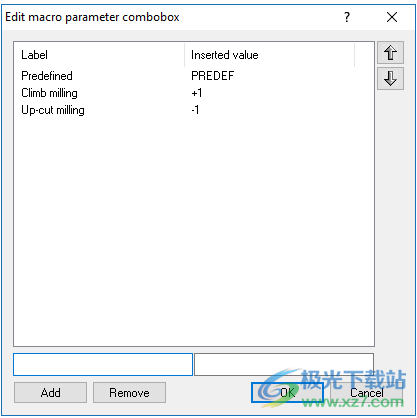
此對話框顯示插入宏時可供用戶選擇的值列表。
標簽是將顯示在組合框中供用戶選擇的文本。
插入值是將插入宏的NC代碼輸出中的值。
如果“標簽”為空,它將自動填充該值。雙擊“標簽值”對進行編輯。這些對將以與此窗口中相同的順序顯示在組合框中,并默認選擇頂部一個。
參數
宏圖示/參數圖示
使用此字段可以指定“添加宏”對話框中顯示的圖片。
當參數的輸入框處于活動狀態時,將顯示參數說明。
當未定義參數說明的參數的輸入框處于活動狀態時,將顯示宏說明。
單擊“選擇圖片”按鈕為宏/參數選擇所需圖片,單擊“無圖片”按鈕刪除任何輸入的圖片。
參數
宏附件
為宏設置附件時,會在“添加宏”對話框中顯示一個按鈕,按下該按鈕將打開宏的附件。
這可用于將詳細幫助文件與宏關聯,以便從“添加宏”界面隨時可用。
單擊“選擇附件”按鈕為宏選擇附件,單擊“清除附件”按鈕刪除任何輸入的文件。
區域3:參數監測/附加選項
使用復選框可以啟用或禁用其他選項。
必須仔細選擇其他選項,因為它們會影響最終結果。
參數
參數是必需的
如果要求用戶為所選參數指定值,請選中此字段。
如果不選中此框,參數輸入字段中將顯示符號*,表示此參數是可選的。在這種情況下,不需要在字段中輸入值。如果您仍然這樣做,您將更改此NC代碼的(模態)值。
例如,可選參數可以在線性移動(G01)的3個軸(X、Y、Z)上找到。
參數
插入帶符號
如果參數值應插入符號,請選中此字段。
示例:值123.4將插入為+123.4。
參數
允許負值
選中此字段可允許當前參數為負值。
如果不選中此字段,則只接受正值!
如果(意外)在宏字段中輸入負值,(-)號將被忽略。輸入的值將被視為參數的絕對值,并將在CNC程序中輸出正NC代碼。
參數
不要插入空行
如果未指定此參數時不應插入空行,請選中此字段。
參數
允許字母
選中此字段以允許用戶輸入文本字符串。
根據ISO公約,數控程序中的文本必須寫在括號中,以便在數控機床上讀取。為了防止忘記括號,當字段Allow letters被選中時,這些括號將在CIMCO Edit 2023中自動生成。此外,輸入字段Min、Max、Decimals、Digits和Allow negative values(允許負值)將變灰。
宏“程序開始和結束”中的參數$2可以包括程序員的首字母、文本字符串和括號中的特殊字符。
記住價值
如果下次調用宏時應使用為此參數輸入的最后一個值,請選中此字段。
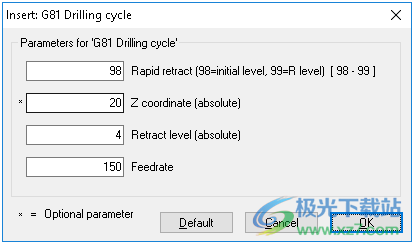
示例:假設您需要在定義的位置(X,Y)在具有三個深度Z10、Z16和Z20的特殊鋼材上鉆一個盲孔。要實現這一點,請使用宏“G81 Drilling cycle”并選中參數$1、$3和$4的Remember value(記住值)框。這樣,這些參數將自動填充以前的盲孔加工設置。由于我們希望在不同的深度進行鉆探,因此不會為參數$2選擇Remember值,該參數是操作的模態Z值。由于Remember值未激活,字段$2將標記為*,并且最初為空。
如果鉆孔程序以前運行過,現在通過單擊圖標調用宏“G81 drilling cycle”,您只需要在字段Z坐標(絕對值)中輸入第一個所需的Z值10,然后單擊“確定”。使用Z值16和20重復宏命令,所有其他字段將自動填充以前使用的值。那你就有你的盲孔了
大寫
如果啟用了“允許字母”選項,并且您希望使用大寫字母書寫,請選中此字段以使用戶輸入為大寫。
如果要在文本中同時使用小寫和大寫,則必須選中此框。
參數
隱藏公式結果(在整個宏中)
選中此字段時,將隱藏“NC助手”宏公式的結果。
下載地址
- Pc版
CIMCO Edit 2023(數控編程軟件) v23.01.10
本類排名
本類推薦









裝機必備
換一批






















- 聊天
- qq電腦版
- 微信電腦版
- yy語音
- skype
- 視頻
- 騰訊視頻
- 愛奇藝
- 優酷視頻
- 芒果tv
- 剪輯
- 愛剪輯
- 剪映
- 會聲會影
- adobe premiere
- 音樂
- qq音樂
- 網易云音樂
- 酷狗音樂
- 酷我音樂
- 瀏覽器
- 360瀏覽器
- 谷歌瀏覽器
- 火狐瀏覽器
- ie瀏覽器
- 辦公
- 釘釘
- 企業微信
- wps
- office
- 輸入法
- 搜狗輸入法
- qq輸入法
- 五筆輸入法
- 訊飛輸入法
- 壓縮
- 360壓縮
- winrar
- winzip
- 7z解壓軟件
- 翻譯
- 谷歌翻譯
- 百度翻譯
- 金山翻譯
- 英譯漢軟件
- 殺毒
- 360殺毒
- 360安全衛士
- 火絨軟件
- 騰訊電腦管家
- p圖
- 美圖秀秀
- photoshop
- 光影魔術手
- lightroom
- 編程
- python
- c語言軟件
- java開發工具
- vc6.0
- 網盤
- 百度網盤
- 阿里云盤
- 115網盤
- 天翼云盤
- 下載
- 迅雷
- qq旋風
- 電驢
- utorrent
- 證券
- 華泰證券
- 廣發證券
- 方正證券
- 西南證券
- 郵箱
- qq郵箱
- outlook
- 阿里郵箱
- icloud
- 驅動
- 驅動精靈
- 驅動人生
- 網卡驅動
- 打印機驅動











網友評論